
The Power Section
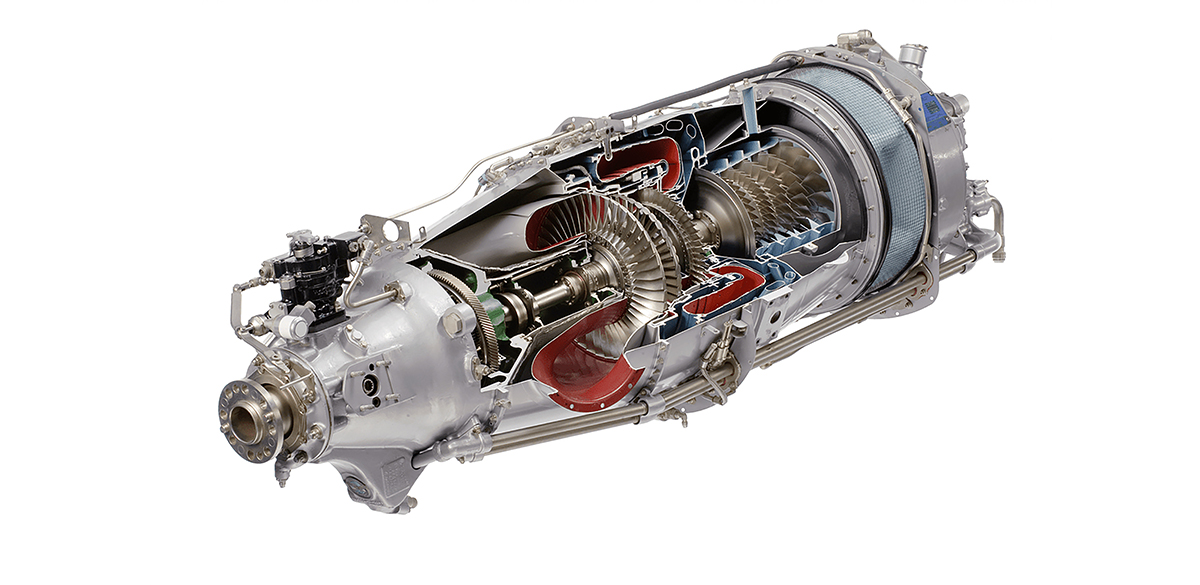
The modular design of the PT6 has been documented and discussed in previous articles. We have talked about the rear module and the gas generator. Now let’s turn our attention to the front of the engine, called the power section. The power section does precisely that; it turns the air from the gas generator into power. Now we look closer at how air is turned into energy.
Simply stated, the power section comprises a turbine section and a gearbox. Much like the engine’s modular design, the power section can be looked at in modules itself. The rearmost subassembly or module is the power turbine. It comprises either one or two rotors (power turbine disks), depending on the engine model on a shaft. This module also includes the power turbine vane ring and power turbine stator housing. The shaft is the power turbine or PT shaft, and it runs through a housing where two bearings support it. Moving forward in the engine, the end of the PT shaft opposite the disk(s) is the 1st stage sungear. This is the entry point into the rear reduction gearbox section of the power section. Before looking at the reduction gearbox or RGB, think about how fast the power turbines spin. They take all the hot compressed gases from the gas generator and use them to turn before that gas is exhausted from the engine. The power turbine speeds are in the range of 30,000 to 33,000 RPM. That is the speed that starts its way into the reduction gearbox.
The reduction gearbox contains two sets of gears and is built like our solar system. We have two sun gears in the center, surrounded by two planetary gears. Each gear set is housed in a housing: the rear and front RGB housings. As stated, the 1st stage sungear is attached to the PT shaft. As it turns, it drives the 1st stage planet gears. This set of gears is a group of three gears matched in weight within a certain tolerance. They are contained in a balanced carrier assembly and, on the outside, run inside a ring gear. The 2nd stage sungear is also attached to the first stage carrier. All the 1st stage assembly is contained in the rear RGB housing. This housing also includes the torque piston and cylinder, where the torque indication comes from. This completes the middle module of the power section.
The final module is the front RGB housing. Five planetary gears rotate around the 2nd stage sungear. These are the 2nd stage planet gears, and they are all matched by class and are housed in the 2nd stage carrier. The carrier is attached to the prop shaft. Now we are finally able to turn the prop shaft. Depending on the model, the final gear reduction is 14.5 to 17.5 of power turbine RPM to one prop revolution. Bearings on both ends support the 2nd stage carrier and prop shaft. The #5 bearing supports the carrier end. When you have a live wire or lightning strike, the path of the electricity most commonly taken is prop, prop shaft, and 2nd stage carrier. We typically find arcing damage on both the bearing and the carrier. The prop end of the prop shaft is supported by the #6 and, in large engines, the #7 bearing. Also housed in the front RGB are the drive gears for the prop governor, overspeed governor, and prop tach. All these gears and bearings in the reduction gearbox are why there is also a chip detector in the front housing. I stress to everyone to ensure their chip detector is connected and working, which we check every 100 hours.
Besides the chip detector, the other inspection items on the power section center around the exhaust duct, power turbine blades and temperature sensing system. I encourage everyone to pull a stack and look at the PT blades. If that is not possible, then at least put the borescope in and take a peak. You need to make sure that the blades look as you expect. Twenty years ago, an AD was issued regarding low-quality exhaust duct welds (AD 2002-23-13). I haven’t seen a poor weld in a while, but it is worth mentioning as it is a straightforward, one-time inspection if you have an older small engine.
Finally, we must discuss the temperature sensing system. The ITT or internal turbine temperature system is housed on the power turbine stator housing. There are 8 – 10 temperature sensing probes connected by a bus bar and connected to a wire harness to the outside of the engine. I had many calls about engines that exhibit intermittent turbine indicating problems. We test these components with a Barfield tester. We measure insulation resistance and loop resistance per the engine maintenance manual. I recommend having this done occasionally, especially when you have the power section removed. The insulation breaks down over time, potentially leading to intermittent problems.
Hopefully, you now have a good idea of the construction of the PT6A engine. I always find it fascinating that the engine was developed in the 1960s, and much of the technology developed during that initial engineering is still in use today. The PT6A continues to be one of the world’s most useful and dependable engines.
Robert Craymer has worked on PT6A engines and PT6A-powered aircraft for the past three decades, including the last 25+ years at Covington Aircraft. As a licensed A&P mechanic, Robert has held every job in an engine overhaul shop and has been an instructor of PT6A Maintenance and Familiarization courses for pilots and mechanics. Robert has been elected to the NAAA board as the Allied-Propulsion Board Member. Robert can be reached at robertc@covingtonaircraft.com or 662-910-9899. Visit us at covingtonaircraft.com.
Introducing the Accessories
There are certain accessories on the PT6 engine that people are familiar with for both good and bad reasons. The fuel control unit, or FCU, is probably number one. We have adjusted them, repaired them, and overhauled them. Almost everyone that has owned or operated a PT6 has had to do something with an FCU at one point or another. Number two on the list is the prop governor. It is the brains of your propeller operation. The FCU controls the engine, and the prop governor controls the propeller.
The engine accessory list includes the high-pressure fuel pump, oil-to-fuel heater, bleed air valve, ignition exciter, and start control or flow divider to go along with the FCU and prop governor. The newest engine models also now include the overspeed governor. This is the list of engine accessories on the PT6; what do you need to know about them?
The maintenance schedule for your engine accessories follows engine TBO and is identified in the service bulletin that specifies the time between overhaul and hot section inspection. The actual time frame in the service bulletin is TBO plus 500 hours. It would be best to incorporate this guidance into your maintenance program. I always encourage everyone to follow these guidelines as a preventative step. It costs more to have an accessory issue during the time when you need the airplane the most.
Regarding accessories, each accessory has unique things to look at. Fuel control troubleshooting can be tricky. Sometimes, the inputs from the rigging are out of adjustment and do not allow the fuel control to perform the way you are asking it to. Other times it can be an issue with the fuel control itself. The FCU should be set to ensure proper gas generator speed. Adjustment is made to low (ground) idle and high (flight) idle. You also need to make sure that the engine accelerates and decelerates without issue. An issue that has come up lately is the manual override. Most installations in ag aviation do not have accommodations in the cockpit for manual override. One of the exceptions to this is an Air Tractor 802 used in firefighting. No lever in the cockpit doesn’t mean the lever on the FCU can be ignored. I typically view the manual override like a gas pedal. It runs fuel directly to the engine. Problems have arisen when the manual override lever on the fuel control has not been properly secured after the fuel control is installed. You are pouring fuel directly into the engine. This has led to elevated and runaway temperatures and damage to the engine parts. Always ensure the manual override on the fuel control, even if no lever is in the cockpit, is stowed and secured in the proper position.
Fuel pumps can be manufactured either by Argo-Tech or Sundstrand. The fuel pump houses the fuel filter that must be replaced every 300 hours when used in agriculture. There is also an inlet filter that must be checked on this same schedule. I must point out that you DO NOT need to overtighten the filter housing. Sometimes it feels like the biggest guy used a 12’ cheater bar to cinch the filter bowl. The torque for installation of the filter bowl is measured in inch-pounds. It is not a huge amount of torque. By over-tightening the bowl, you run the risk of damage or destruction of the bowl the next time it must be removed. If you have a Sundstrand pump, you want to check it for oxide deposits. This can be accomplished by removing the drain line and fitting and inserting a cotton swab. There are instructions in your maintenance manual for this inspection. If a reddish-brown stain is evident, you will want to remove the fuel pump for further investigation.
The oil-to-fuel heater is basically a radiator with fuel on one side and oil on the other. The cooler fuel is heated slightly by the warm oil. This preheats the fuel for combustion. There have been some concerns and issues with the heater. Inside the heater is a vernatherm. My understanding is that it is continually moving inside the heater. Even when the engine is not running, it is active with temperature changes. This is causing wear of this component. To test your oil-to-fuel heater, run your engine above 72% until the oil temperature stabilizes. Shut the engine down, and within 15 minutes, check the temperature of the fuel bowl. If it is above 140F, the heater is not working correctly. This “overheating” of the fuel can lead to poor performance.
The propeller governor is much like the FCU. Many issues are caused by failing to set it up correctly during the rigging procedure. Various prop governing issues have been solved with a slight amount of fine-tuning on the rigging. One thing that we always caution people about is the beta valve. If you use a pressure washer to clean the outside of your engine, we caution you against spraying the prop governor. You can “push” water into the beta valve, which is just a steel valve inside the steel sleeve. Over the past couple of years, we have seen a handful of beta valves with severe enough corrosion that it prohibits correct propeller operation. There are inspection instructions for looking at the beta valve and cleaning it. We added it to the items we inspect on a 300-hour inspection.
Then there is the bleed air valve. Those working on, in, and around PT6s have looked at a bleed valve during troubleshooting for power issues. The bleed valve dumps excess air between the axial stages and the centrifical stage of the compressor. Without it or when it malfunctions, you may have heard or felt a compressor stall. If it develops a leak, then the engine must work harder for the loss of air and won’t make power. I suggest to engine owners/operators that their bleed valve be tested, especially those with a rubber diaphragm, during their hot section inspection. One note of interest, Pratt & Whitney Canada is/has removed the closing point check from the engine maintenance manual. Yes, the old “coke bottle” test. There is a replacement test for the newer style Honeywell bleed valve. We have inquired about this, and it will be interesting to see where it all ends up.
The ignition exciter is one of those items that I have rarely witnessed issues with. It can happen, but it has been rare in my experience. Be cautious when testing your exciter and ignitors. There is a lot of electricity, and you want to make sure and exercise extreme caution.
Accessories are how we make the engine do what we want. Take care of yours, and it will take care of you. As you look at what maintenance needs to be performed this year, consider how much time is on your accessories.
Robert Craymer has worked on PT6A engines and PT6A-powered aircraft for the past three decades, including the last 25+ years at Covington Aircraft. As a licensed A&P mechanic, Robert has held every job in an engine overhaul shop and has been an instructor of PT6A Maintenance and Familiarization courses for pilots and mechanics. Robert was recently elected to the NAAA board as the Allied-Propulsion Board Member. Robert can be reached at robertc@covingtonaircraft.com or 662-910-9899. Visit us at covingtonaircraft.com.




